
|
Features of electrolytic plate-making not possible with acids: galv-tone and galvanoplasty, plating or electrotyping, cold casting elecrolytically. Extracts from GREEN PRINTS by Cedric Green published by Ecotech Design, Sheffield, UK. - a handbook on new methods for non-toxic intaglio etching and metal plate printmaking, featuring the technique of Galv-Etch, a modern development of the 19th century electrolytic techniques of Electro-Etching and Galvanography, and introducing Fractint and other alternative tinting methods for avoiding the use of solvents and chemicals harmful to health and to the environment.
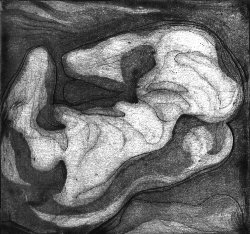
One of the features of the way galv-etch works is that it is sensitive to the surface it is biting - edges are bitten more quickly than the centre of flat planes, and irregularities like lines, texture, are enhanced, rather than etched out. So an area of open bite will be slightly deeper at the edges up against the stopout varnish or ground. Any lines in an area of open bite are retained, although broadened progressively. In a needled plate, closely spaced lines are bitten less deeply than isolated or widely spaced lines. Closely hatched areas never tend to be foul-bitten by the gradual amalgamation of the lines. But you have to be careful to stop out areas of widely spaced lines that you want to leave lightly bitten .(TOP) galv-tone Any texture, even the crystalline grain of the metal, is enhanced to give a fine grained matt surface which prints as a very fine tone, but I prefer to call it galv-tone, because it is more like a deep even plate tone.So the tones in any print can be subtly darkened, simply by stopping out the areas to be preserved, and giving a very short galv-etch. A plate open bitten in stages after progressive stopping out will show a gradation of tones, the edges of which will be clearly defined by a line - the change of level. The tone at any level can be darkened by reversing the terminals for a time, which will deposit metal back onto the developing texture and around the edges of any ground or varnish. For this deposition to be rough enough the voltage and amperage must be high. This amplifies the crystalline effect of the bite and softens the hard lines around the areas of tone. The longer the time given to the reverse 'galv-plating' stage, the darker the tone, which will resemble the effect of 'carborundum'. A deep galv-plated area can be burnished or scraped and treated like a mezzo-tint. Zinc alloy plates give a greater range of galv-tone than copper or steel. A series of overlapping areas of very shallow open bite will progressively darken the overlaps more noticeably than successively deeper layers. On copper, the galv-tone seems to be slightly darker if a very low voltage and current is used. The tone can be made even darker by allowing the electrolyte to dry and crystallize on the open bite area and leaving it to oxidize for a while before continuing with the open bite. After the first galv-tone, you can draw over the matte finish with wax crayon or litho pencil, which will resist further action and show up as lighter lines or shading. Don't use zinc plates or electrodes in copper sulphate, because zinc tends to precipitate copper ions from the solution and weaken it (see the chemistry of Bordeaux Etch). To create a darker textured tone without using fractint or aquatint, see the pages on the GALV-ON semi-dry method.(TOP)
electrotypes Another way of using
relief is in the way "galvanoplasty" was originally used, by
creating a new plate by depositing copper over three-dimensional modelled
relief made with wax, glue, card, tissue paper, or any other means from
which you couldn't normally print. The relief is then coated with graphite
which provides an electrically conducting layer, and connected to the
cathode (-ve) and 'plated' with copper. The current required is about
0.5 amps/100 sq.cms. or 0.03 amps/sq.inch - and the coat should be quite
thick, at least 1 mm. which take some hours (up to 24). Then the new plate,
which is the negative of the original relief, is parted from it and then
backed with a filler of epoxy resin (often sold as 'liquid metal') to
stop it being flattened in the press. It can be printed in relief, intaglio
or a combination, using different viscosity inks (see section on proofing).
If you want to reproduce the relief of the original plate rather as a
positive, then you will have to make a mould of your original with 'vinamold'
or similar moulding material, which can be coated with graphite before
depositing the metal. Plaster of Paris was used for the mould in the past.
Before making the mould, the original should be dusted with French chalk
or any substitute (not containing asbestos) to aid separation. Then dust
the graphite powder onto the mould with a brush. If it does not stick,
try breathing on the mould to make it slightly humid and then the graphite
should stick to most materials. If that does not work on some materials
try a very thin coating of liquid silicone furniture wax before brushing
on the graphite. The copper 'electrotype' produced is capable of reproducing
the finest detail and even brush strokes of varnish or of silicone wax
will show when proofed as an intaglio. If a silver-plated sheet of copper
is painted with layers of thick varnish which dries to a slightly rough
textured surface, then a negative electrotype of it will reproduce it
quite closely, the proof showing darker tones where the varnish is thickest.
This is the technique described in the nineteenth century as 'Electro-tint'
(7) (see
also Appendix A) .
Another developer of this technique is Ole Larsen in Sweden, which he
has called "Polytype" (13).
cold casting copper
The following illustrations and description shows the process, step by step, of the making of small objects like pendants, medallions or badges that will be of interest to jewellers, enamellers and other metal workers. Printmakers thinking of using the process to make larger printing plates should start on a small scale like this before taking the plunge.
The first sep is to make a blank beeswax slab which can be sculpted into a negative of the object to be cast. The depth should be enough for the relief required. Melt beeswax and pour it into a shallow non metal tray which can be formed out of card or thick paper. While the wax is still soft, press a ring of copper wire into it to form the electrical contact and edges of the object. The wire ring should have a projecting piece long enough to suspend it into the electrolyte. Later the wire ring can be cut off if required, or incorporated into the object.
Next, when the wax has hardened, sculpt the design using whatever tools will suit the forms and textures you want. An alternative is, while the wax is still soft, you can press metal or other hard objects into the wax to make a mould that will reproduce the original object. Then dust the surface of the wax mould with graphite powder and brush it into all the hollows and crevices with a soft brush. Make sure the copper ring has not sunk below the level of the wax - scrape any wax off all round so that the graphite is everywhere in contact with the ring. Hang the mould in a tank of concentrated copper sulphate electrolyte, by turning over the projecting end of the wire to hang over the edge. A number of moulds can be plated at the same time by hanging them all on a thick metal bar across the tank. Make an anode by taping 2 thick copper strips to the back of a copper plate. Bend the strips to hang the anode over the edge of the tank facing the moulds. Varnish the part of the strips in the electrolyte, to prevent them being etched away. Connect the positive (red) wire of the power supply to the anode plate. Turn on the power supply, and select a low amperage, by regulating the voltage. If the amperage is too high, the temperature at the point of plating may be too high and the wax may melt and distort. If you have used the galv-etch process with a traditional soft ground, you will know the how low the amperage and voltage must be. I recommend starting with less than1 volt and 2 amps in a trial. The time required to build up sufficient thickness may be as much as 12 hours at a low voltage.
Alternatively the mould can be made of some other modelling material that hardens sufficiently to resist melting, like plaster of paris or special modelling clay that can be hardened in an oven. In that case the amperage and voltage can be as high as the power supply can provide, and a shorter time to build up the thickness. The only limitation is that the design can have no undercutting that makes it difficult to remove the mould. Enamellers can use this method as an alternative to 'champlev�' or 'cloisonn�' by engraving shallow lines in a thin sheet of wax poured on a copper plate. The result is a cast flat sheet of copper with raised lines, in between which the enamel can be fired. After sufficient depth has been deposited, the mould should be easy to remove, and possibly be reuseable for another cast. The contact wire will have a knobbly fringe of copper that can be cut off or filed off, or even left as a part of the object. The back of the cast
may be very rough , depending on the thickness of the copper. It can be
left as a feature, and protected by an transparent enamel or varnish.
An alternative is to back the object with epoxy resin with a copper powder
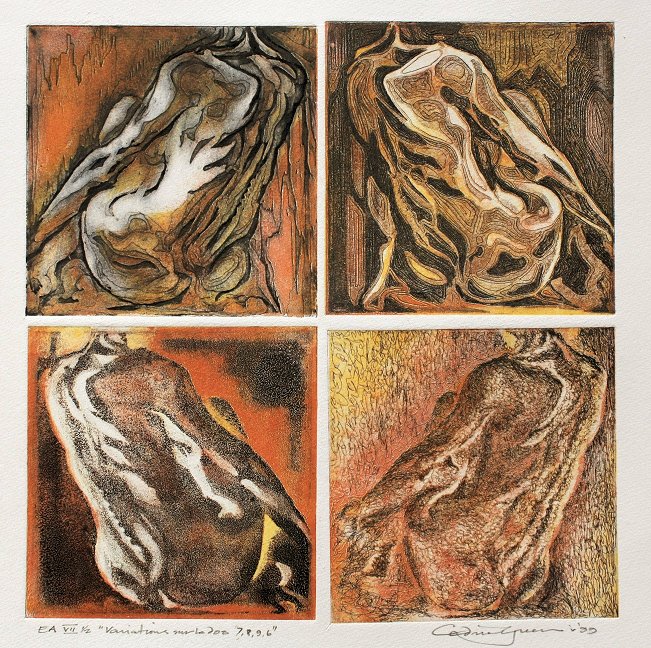
filler. relief by galv-plating lines If instead of biting into a needled grounded plate, you reverse the terminals and make your plate the cathode, metal will be deposited into the lines, and built up in relief. If the projection is very fine, no more than one would get with a drypoint burr, then the plate will print rather like a drypoint, only last longer because the projecting metal is less fragile than a burr. But more interesting to me than just reproducing the effect of a traditional method, is the completely original effect of applying an open bite over a plate with fine relief lines produced by the process described above or by drawing fine lines onto a bare plate through greasy carbon paper. The results are unique to this process, and give a print with very subtle tones and grain, in which the raised lines act like a burr in the tonal areas, and if they are lightly burnished, print as fine white lines, an effect quite unobtainable in traditional intaglio printing.
The voltage and current need to be high, and the lines very clean, so it is a good idea to immerse the plate in a vinegar and salt solution first to clean out any grease. Another solution is to galv-etch the lines first very slightly, before reversing the terminals, which establishes an electrically 'clean' line in which to deposit metal. But if the line is deep, then the burr will be doubled, building up on both edges of every line, a phenomenon which can be exploited for expressive effect. It is also possible to prepare a complete copper plate for mezzotint by first etching it all over lightly, and then depositing copper back over the whole plate. So, after the etching phase, without taking the plate out of the solution, just reverse the terminals and galv-plate it until the surface is rough enough to print black. It is best done in a vertical tank with a concentrated solution, at a low voltage for a long time, with a solid copper plate as the other electrode. (TOP) Plating can be used, as mentioned before, to cover a readymade stainless steel grid with a thin layer of copper. This is to prevent it from being gradually etched when immersed in copper sulphate electrolyte. The grid must be completely clean and free of grease, by having been immersed for a short time in a weak solution of acid or in strong vinegar. A tray of copper sulphate is prepared with a bare copper plate in the bottom, connected to the anode or positive connection of the power supply. Then before the steel grid is is lowered into the electrolyte, it is connected to the cathode or negative lead of the power supply, and then lowered into the tray of electrolyte taking care not to let it touch the plate. It should have been prepared with copper wire hooks to go over the edges of the tray to hold it at the right level. (TOP) proofing galv-etched plates Every printmaker has his own particular proofing tricks and methods, and in general plates produced by the methods described do not require any special methods. Etched lines and tint can be inked and wiped in the traditional way. But I have found that galv-etched plates with significant areas of open bite, or produced by the galv-on process, require the use of particular techniques to get the best prints from them. I mix my ink from medium plate oil and powder pigment as thickly as possible with the addition of a very small amount of lard or butter, and apply it on a slightly warmed hot plate (a domestic plate warmer with a thick flat copper plate on top) using either thick cards or a nylon spatula cut to form a precise edge to spread the ink thinly. As much surplus ink as possible is removed with cards or spatula, and then I hand-wipe the plate to leave the required tone in the galv-toned areas. I find that tarlatan leaves the plate too clean and lacking in the character produced by the techniques. Over a long period I have evolved a method for
printing in colour, that is slightly slower than using multiple plates, one for each
colour. I use only one intaglio plate proofed in one colour, usually the darkest.
This method makes the printing much more of a creative process, and makes each
print unique, a combination of intaglio base and relief monotype. The time saved
by not having to make separate plates for each colour compensates for the slightly
longer time in proofing.
This method is very effective for a single galv-etched plate with quite deep areas of
open bite. If the registration of the relief layer over the intaglio layer is slightly offset
by very little, then a white edge appears at the edges of the deep etched forms that
heightens an effect of three dimensional relief |






.jpg)